PROIZVODI









HIGH MANGANESE BLOW BAR
Opis
Blow barssu debele metalne ploče, obično neke mješavine hroma, koje su kovane u svrhu efikasnog razbijanja materijala poput asfalta, betona, krečnjaka itd.
Blow barje kritičan dio tokom procesa drobljenja sahorizontalno osovinsko udarno tijelo. Materijali za udarne šipke se obično biraju prema funkciji udarne drobilice.
Kada se postavi u horizontalne udarne drobilice, šipke za udarce se ubacuju urotori rotirao velikom brzinom, čineći da se cijeli sklop rotora okreće neprestano udarajući o materijal. Tokom ovog procesa,blow barlomi materijale dok ne dostigne odgovarajuću veličinu da ispadne krozkomora udarne drobilice.


Originalni alternativni rezervni dijelovi - udarne drobilice za puhanje koje je napravio SHANVIM
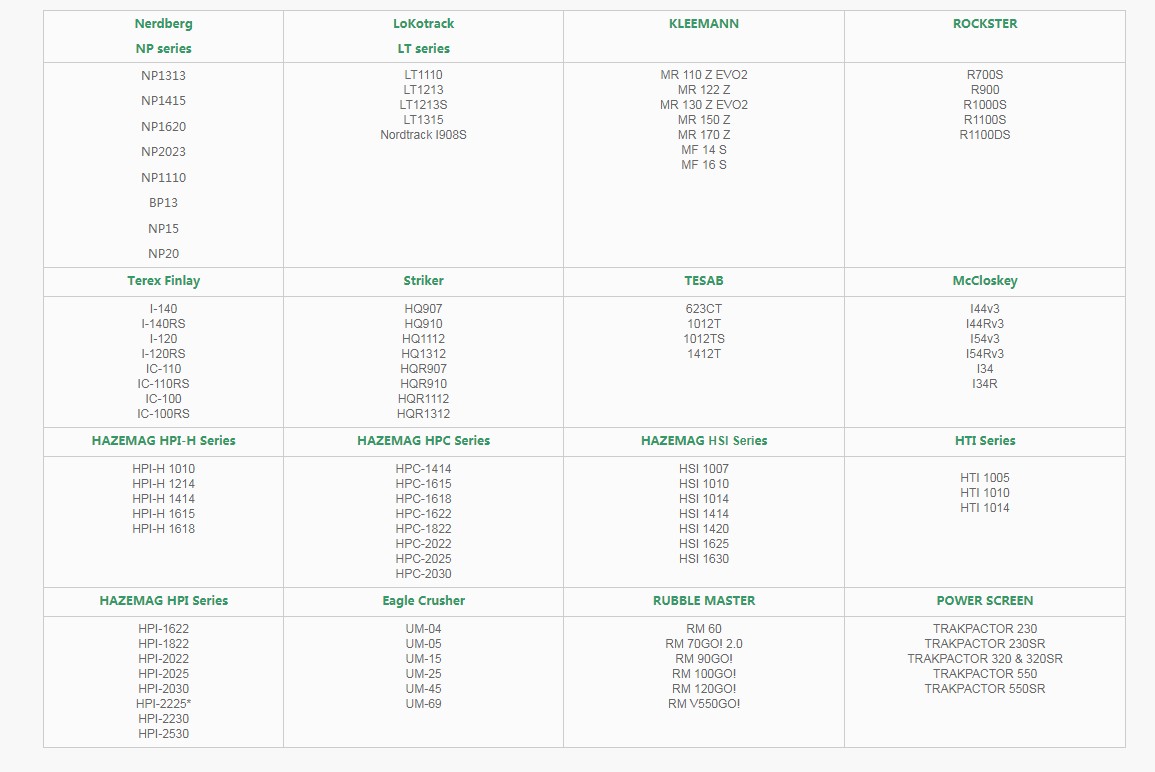
SHANVIM® nudi različite dizajne i proizvodi različita rješenja puhača za širok spektar OEM marki horizontalnih udarnih drobilica uključujući: Hazemag, Mesto, Kleemann, Rockster, Rubble Master, Powerscreen, Striker, Keestrack, McClosky, Eagle, Tesab, Finlay i druge . SHANVIM®"Prava alternativa"šipke za puhanje su dizajnirane da produže vek trajanja, obezbede savršenu izmjenjivu montažu za vaš udarni udar i povećaju stopu proizvodnje doksmanjenje troškova po toni.

SHANVIM® Alternativne šipke za puhanje dostupne za modele ispod Collaps
I stacionarne i pokretne čeljusti matrice mogu biti s ravnom površinom ili valovitim. Općenito, čeljusne ploče su izrađene od čelika s visokim sadržajem mangana koji je dominantan materijal za habanje. Čelik sa visokim sadržajem mangana poznat je i kaoHadfield manganski čelik, čelik čiji je sadržaj mangana vrlo visok i koji posjedujeaustenitnih svojstava. Takve ploče ne samo da su izuzetno čvrste, već su i prilično duktilne i otporne na rad.
Nudimo čeljusne ploče od 13%, 18% i 22% mangana sa hromom u rasponu od 2%-3%. Provjerite donju tabelu o svojstvima naših čeljusti sa visokim sadržajem mangana:

Metalurgija puhačkih šipki
Drobilice SHANVIM su dostupne u različitim metalurgijama kako bi se zadovoljile vaše jedinstvene potrebe za drobljenjem. Asortiman metalurgije uključuje mangan, niski hrom, srednji hrom, visoki hrom, martenzit i kompozitnu keramiku.
Kao što je prikazano na slici, povećanje otpornosti (tvrdoće) čelika na habanje obično je praćeno smanjenjem žilavosti (otpornosti na udar) materijala.
MANGANESE STEEL
Otpornost na habanje manganskog čelika sa austenitnom strukturom pripisuje se fenomenu radnog kaljenja. Udarno i tlačno opterećenje rezultira stvrdnjavanjem austenitne strukture na površini. Početna tvrdoća manganskog čelika je cca. 20 HRC. Čvrstoća udara je cca. 250J/cm².
Nakon radnog stvrdnjavanja, početna tvrdoća može dostići do cca. 50 HRC. Dublje postavljeni, još neočvrsli slojevi na taj način osiguravaju veliku žilavost ovog čelika. Dubina i tvrdoća obrađenih površina ovise o primjeni i vrsti manganskog čelika.
Manganski čelik ima dugu istoriju. Danas se ovaj čelik uglavnom koristi za čeljusti drobilice, čunjeve za drobljenje i ljuske za drobljenje (ogrtači i obloge posuda). U udarnoj drobilici preporučuje se upotreba manganskih šipki za duvanje samo kada se drobi manje abrazivni i vrlo krupni materijal (npr. krečnjak).
CHROME STEEL
Sa hromiranim čelikom, ugljenik je hemijski vezan u obliku hrom karbida. Otpornost na habanje hromiranog čelika zasniva se na ovim tvrdim karbidima tvrde matrice, pri čemu je kretanje otežano pomakom, što obezbeđuje visok stepen čvrstoće, ali istovremeno i manju žilavost.
Da bi se spriječilo da materijal postane lomljiv, šipke za puhanje moraju biti termički obrađene. Pri tome se mora uočiti da se parametri temperature i vremena žarenja točno poštuju. Kromirani čelik obično ima tvrdoću od 60 do 64 HRC i vrlo nisku udarnu čvrstoću od 10 J/cm².
Kako bi se spriječilo lomljenje hromiranih čeličnih šipki, u materijalu za punjenje možda neće biti nelomljivih elemenata.
SHANVIM Chorme Blow Bars Elements
| Hemijski sastav materijala za livenje visokog hroma | |||||||||
| Code Elem | Cr | C | Na | Cu | Mn | Si | Na | P | HRC |
| KmTBCr4Mo | 3.5-4.5 | 2.5-3.5 | / | / | 0,5-1,0 | 0,5-1,0 | / | ≤0,15 | ≥55 |
| KmTBCr9Ni5Si2 | 8,0-1,0 | 2.5-3.6 | 4.5-6.5 | 4.5-6.5 | 0,3-0,8 | 1.5-2.2 | 4.5-6.5 | / | ≥58 |
| KmTBCr15Mo | 13-18 | 2.8-3.5 | 0-1.0 | 0-1.0 | 0,5-1,0 | ≤1.0 | 0-1.0 | ≤0,16 | ≥58 |
| KmTBCr20Mo | 18-23 | 2.0-3.3 | ≤2.5 | ≤1.2 | ≤2.0 | ≤1.2 | ≤2.5 | ≤0,16 | ≥60 |
| KmTBCr26 | 23-30 | 2.3-3.3 | ≤2.5 | ≤2.0 | ≤1.0 | ≤1.2 | ≤2.5 | ≤0,16 | ≥60 |
MARTENSITNI ČELIK
Martenzit je vrsta gvožđa u potpunosti zasićena ugljikom koja se proizvodi brzim hlađenjem. Tek naknadnom termičkom obradom ugljik se uklanja iz martenzita, čime se poboljšavaju svojstva čvrstoće i habanja. Tvrdoća ovog čelika kreće se između 44 i 57 HRC, a udarna čvrstoća između 100 i 300 J/cm².
Dakle, s obzirom na tvrdoću i žilavost, martenzitni čelici se nalaze između manganskog čelika i hromiranog čelika. Koriste se ako je udarno opterećenje premalo za otvrdnjavanje manganskog čelika i/ili je potrebna dobra otpornost na habanje uz dobru otpornost na udarna naprezanja.
METALNA MATRICA SA KERAMIČKIM KOMPOZITIMA
Metal Matrix Composites, kombinuju visoku otpornost metalne matrice sa izuzetno tvrdom keramikom. Pri tome se proizvode porozne predforme od keramičkih čestica. Metalna rastaljena masa prodire u poroznu keramičku mrežu. Iskustvo i znanje posebno se odnose na proces livenja u kome se kombinuju dva različita materijala - čelik debljine 7,85 g/cm³ i keramika debljine 1-3 g/cm³ i dolazi do temeljne infiltracije.
Ova kombinacija čini šipke za udarce posebno otpornim na habanje, ali u isto vrijeme i vrlo otpornim na udarce. Sa udarnim šipkama napravljenim od kompozita iz oblasti keramike, može se postići vijek trajanja koji je tri do pet puta duži od martenzitnog čelika.