PRODUKTER









HØJ MANGA BLÅSEBAR
Beskrivelse
Blæsestængerer tykke plader af metal, typisk en blanding af krom, der er smedet med det formål effektivt at adskille materiale som asfalt, beton, kalksten osv.
Blæsestanger en kritisk del under knusningsprocessen medvandret aksel slagorgan. Materialer til blæsebøjlerne vælges sædvanligvis i henhold til slagknuserens funktion.
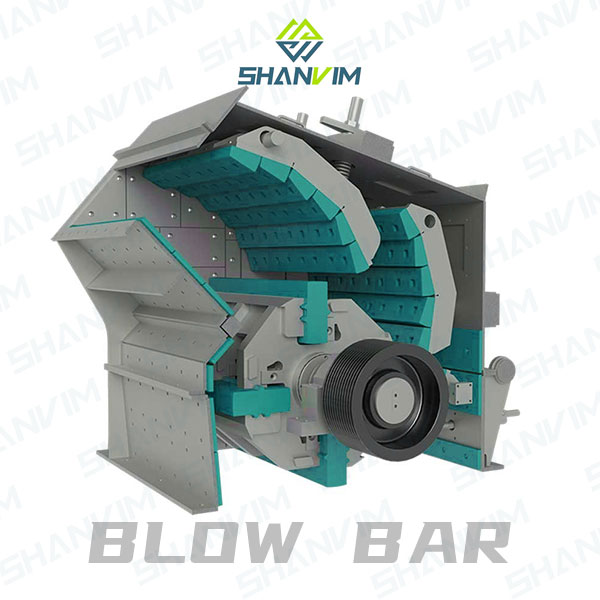
Når de sættes i de vandrette slagknusere, indsættes blæsebøjler irotorog roteret ved høje hastigheder, hvilket får hele rotorsamlingen til at dreje gentagne gange og støde på materialet. Under denne proces vilblæsestangbrækker materialerne, indtil de når den passende størrelse til at falde ud gennemstødknuserkammer.


Ægte alternative reservedele - Slagknuser Blow Bars lavet af SHAVIM
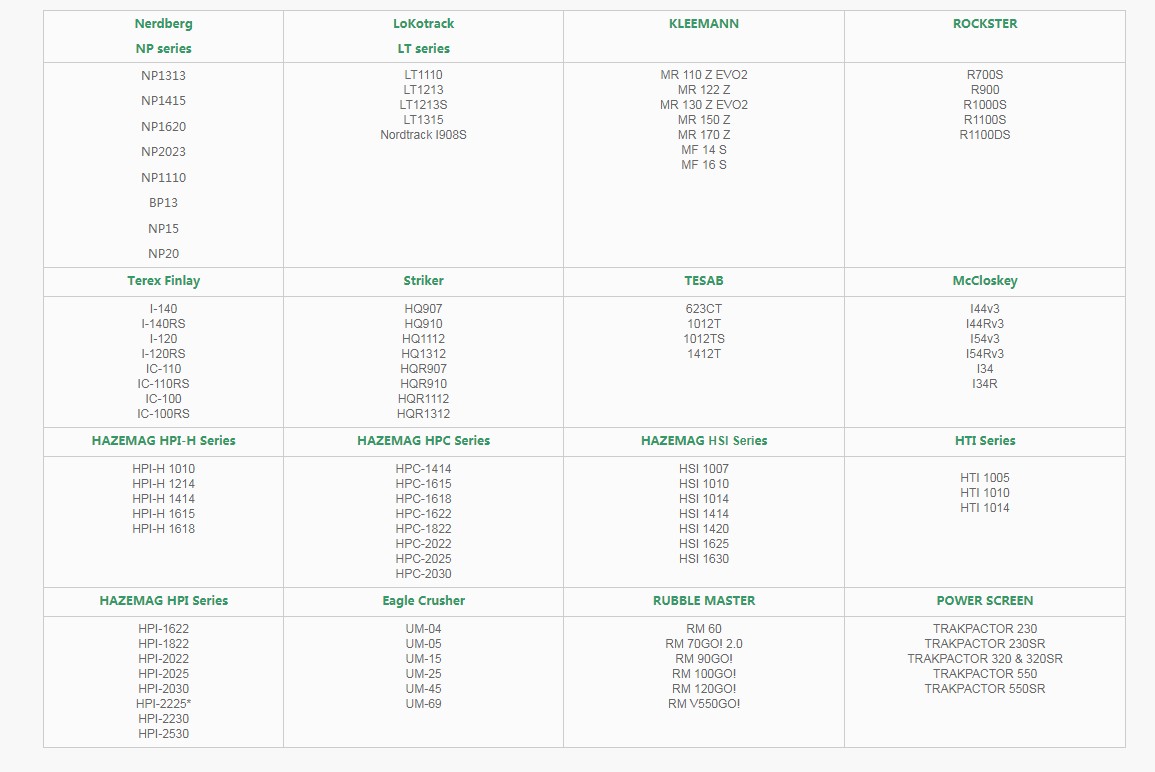
SHAVIM® tilbyder forskellige designs og fremstiller forskellige løsninger af blæsestang til en lang række OEM-mærker af horisontale stødknusere, herunder: Hazemag, Mesto, Kleemann, Rockster, Rubble Master, Powerscreen, Striker, Keestrack, McClosky, Eagle, Tesab, Finlay og andre . SHAVIM®"ægte alternativ"blæsebøjler er designet til at forlænge slidtiden, give en perfekt udskiftelig pasform til din slaganordning og øge produktionshastigheden, mensfaldende omkostninger pr. ton.

SHAVIM® Alternative Blow Bars Tilgængelige For Nedenstående Modeller Kollaps
Både stationær og bevægelig kæbeform kan være flad overflade eller korrugeret. Generelt er kæbeplader lavet af højmanganstål, som er det dominerende slidmateriale. Højt manganstål er også kendt somHadfield mangan stål, et stål, hvis manganindhold er meget højt, og som besidderaustenitiske egenskaber. Sådanne plader er ikke kun ekstremt hårde, men er også ret formbare og hårdføre under brug.
Vi tilbyder kæbeplader i 13%, 18% og 22% kvaliteter af mangan med krom fra 2%-3%. Tjek nedenstående tabel over vores egenskaber med høj mangankæbe:

Metallurgi af Blow Bars
SHANVIM knuserblæsebøjler fås i en række metallurgier for at imødekomme dine unikke knusningsbehov. Udvalget af metallurgier omfatter mangan, lavt krom, medium krom, høj krom, martensitisk og kompositkeramik.
Som vist på figuren er en stigning i stålets slidstyrke (hårdhed) normalt ledsaget af en reduktion af materialets sejhed (slagfasthed).
MANGANSTÅL
Slidstyrken af manganstål med austenitisk struktur kan tilskrives fænomenet arbejdshærdning. Slag- og trykbelastningen resulterer i en hærdning af den austenitiske struktur på overfladen. Starthårdheden af manganstål er ca. 20 HRC. Slagstyrken er ca. 250 J/cm².
Efter arbejdshærdningen kan starthårdheden derved nå op til ca. 50 HRC. De dybere satte, endnu ikke hærdede lag sørger derved for den store sejhed af dette stål. Dybden og hårdheden af de arbejdshærdede overflader afhænger af anvendelsen og typen af manganstål.
Manganstål har en lang historie. I dag bruges dette stål mest til knusekæber, knusning af kegler og knusning af skaller (kapper og skåle). I slagknuseren anbefales det kun at bruge manganblæsestang ved knusning af mindre slibende og meget store fodermaterialer (f.eks. kalksten).
KROMSTÅL
Med kromstål er kulstoffet kemisk bundet i form af kromkarbid. Slidstyrken af kromstål er baseret på disse hårde karbider af den hårde matrix, hvorved bevægelsen hæmmes af forskydninger, hvilket giver en høj grad af styrke, men samtidig mindre sejhed.
For at forhindre, at materialet bliver skørt, skal blæsebøjlerne varmebehandles. Det skal derved observeres, at temperatur- og udglødningstidsparametrene overholdes nøjagtigt. Kromstål har typisk en hårdhed på 60 til 64 HRC og en meget lav slagstyrke på 10 J/cm².
For at forhindre brud på kromstål-blæsebøjler må der ikke være ubrydelige elementer i fodermaterialet.
SHANVIM Chorme Blow Bars Elements
| Høj Chrome Støbemateriale Kemisk Sammensætning | |||||||||
| Kode Elem | Cr | C | Na | Cu | Mn | Si | Na | P | HRC |
| KmTBCr4Mo | 3,5-4,5 | 2,5-3,5 | / | / | 0,5-1,0 | 0,5-1,0 | / | ≤0,15 | ≥55 |
| KmTBCr9Ni5Si2 | 8,0-1,0 | 2,5-3,6 | 4,5-6,5 | 4,5-6,5 | 0,3-0,8 | 1,5-2,2 | 4,5-6,5 | / | ≥58 |
| KmTBCr15Mo | 13-18 | 2,8-3,5 | 0-1,0 | 0-1,0 | 0,5-1,0 | ≤1,0 | 0-1,0 | ≤0,16 | ≥58 |
| KmTBCr20Mo | 18-23 | 2,0-3,3 | ≤2,5 | ≤1,2 | ≤2,0 | ≤1,2 | ≤2,5 | ≤0,16 | ≥60 |
| KmTBCr26 | 23-30 | 2,3-3,3 | ≤2,5 | ≤2,0 | ≤1,0 | ≤1,2 | ≤2,5 | ≤0,16 | ≥60 |
MARTENSITISK STÅL
Martensit er en fuldstændig kulstofmættet type jern, der fremstilles ved hurtig afkøling. Det er først i den efterfølgende varmebehandling, at der fjernes kulstof fra martensitten, hvilket forbedrer styrke- og slidegenskaberne. Hårdheden af dette stål ligger mellem 44 og 57 HRC og slagstyrken mellem 100 og 300 J/cm².
Med hensyn til hårdhed og sejhed ligger martensitiske stål således mellem manganstål og kromstål. De bruges, hvis slagbelastningen er for lille til at hærde manganstålet, og/eller der kræves god slidstyrke sammen med god slagspændingsbestandighed.
METALMATRIX MED KERAMISKE KOMPOSITTER
Metal Matrix Composites, kombinerer metalmatrixens høje modstand med ekstrem hård keramik. Porøse præforme fremstillet af keramiske partikler fremstilles i processen. Den metalliske smeltede masse trænger ind i det porøse keramiske netværk. Erfaringen og viden er særlig for støbeprocessen, hvor to forskellige materialer - stål med en tykkelse på 7,85 g/cm³ og keramik med en tykkelse på 1-3 g/cm³ - kombineres og der sker en grundig infiltration.
Denne kombination gør blæsebøjlerne særligt slidstærke, men samtidig meget slagfaste. Med blæsestave lavet af kompositter fra keramikområdet kan der opnås en levetid, der er tre til fem gange så lang som martensitisk stål.