TERMÉKEK









MAGAS MAGÁNSZÍNŰ FÚVÓRÚD
Leírás
Fúvórudakvastag fémlemezek, jellemzően króm keverékek, amelyeket azért kovácsolnak, hogy hatékonyan bontsanak szét olyan anyagokat, mint az aszfalt, beton, mészkő stb.
Blow barkritikus része a zúzási folyamat soránvízszintes tengelyű ütközésmérő. A fúvórudak anyagait általában az ütőzúzó funkciója szerint választják ki.
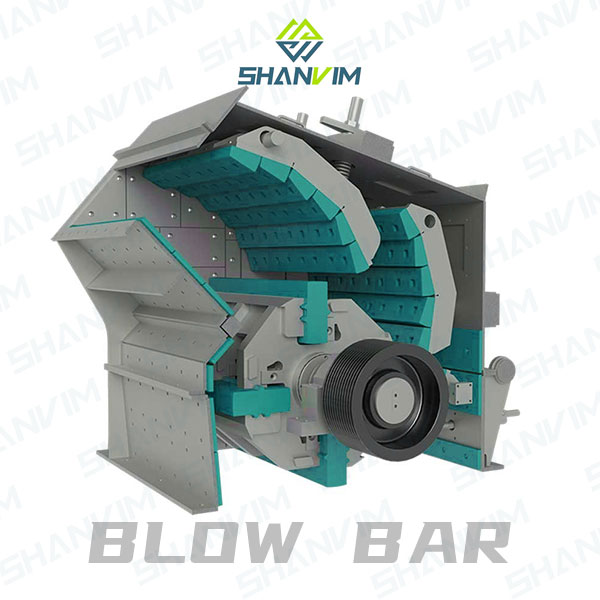
A vízszintes ütőzúzókban behelyezve a fúvórudakat behelyezik aforgórészés nagy sebességgel forog, így az egész forgórészszerelvény ismételten megpördül az anyagon. E folyamat során afúvórúdaddig töri az anyagokat, amíg el nem éri a megfelelő méretet, hogy kiessen rajtaütőzúzó kamra.


Eredeti alternatív pótalkatrészek – SHANVIM által gyártott ütődaráló fúvókák
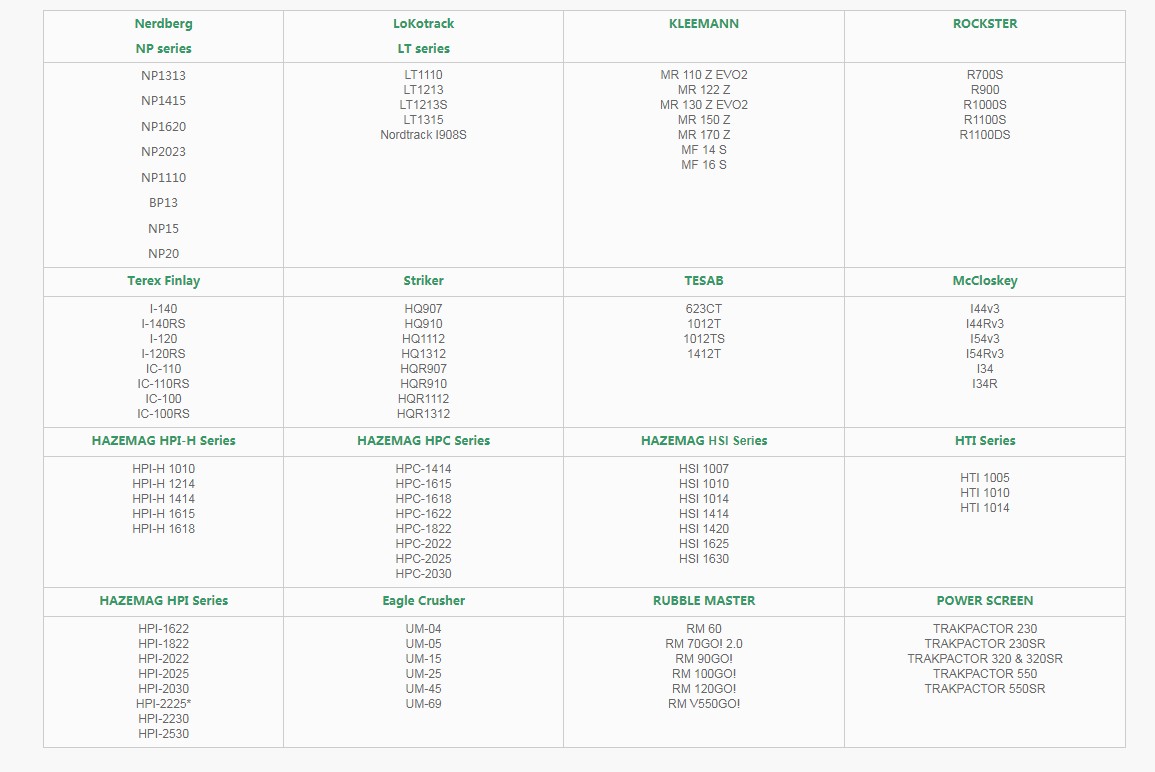
A SHANVIM® különböző kialakítású és különféle megoldásokat kínál a fúvórudakhoz az OEM vízszintes ütvetörő márkák széles skálájához, beleértve: Hazemag, Mesto, Kleemann, Rockster, Rubble Master, Powerscreen, Striker, Keestrack, McClosky, Eagle, Tesab, Finlay és mások. . SHANVIM®"Eredeti alternatíva"A fúvórudakat úgy tervezték, hogy meghosszabbítsák a kopás élettartamát, tökéletes cserélhető illeszkedést biztosítsanak az ütközésmérőhöz, és növeljék a termelési sebességetcsökkenő tonnánkénti költség.

SHANVIM® alternatív fúvórudak kaphatók az alábbi modellekhez, összecsukható
Mind az álló, mind a mozgatható pofás szerszám lehet sík felületű vagy hullámos. Általában a pofalemezek magas mangántartalmú acélból készülnek, amely a domináns kopóanyag. A magas mangántartalmú acélt más névenHadfield mangán acél, nagyon magas mangántartalmú acél, amely rendelkezikausztenites tulajdonságok. Az ilyen lemezek nemcsak rendkívül szívósak, hanem meglehetősen képlékenyek is, és használat közben megkeményednek.
Kínálunk pofalemezeket 13%, 18% és 22% mangán minőségben, krómmal 2% és 3% között. Tekintse meg az alábbi táblázatot a magas mangántartalmú állkapocsszerszám tulajdonságairól:

A fúvórudak kohászata
A SHANVIM törőfúvórudak különféle kohászatokban állnak rendelkezésre, hogy megfeleljenek az Ön egyedi zúzási igényeinek. A kohászat kínálatában megtalálható a mangán, az alacsony króm, a közepes króm, a magas króm, a martenzites és a kompozit kerámia.
Amint az ábrán látható, az acél kopásállóságának (keménységének) növekedése általában az anyag szívósságának (ütésállóságának) csökkenésével jár együtt.
MAGÁN ACÉL
Az ausztenites szerkezetű mangán acél kopásállósága a munkaedzés jelenségének tulajdonítható. Az ütő- és nyomásterhelés hatására az ausztenites szerkezet megkeményedik a felületen. A mangán acél kezdeti keménysége kb. 20 HRC. Az ütési szilárdság kb. 250J/cm².
A munkaedzés után a kezdeti keménység elérheti a kb. 50 HRC. A mélyebben kötött, még meg nem edzett rétegek ezáltal ennek az acélnak a nagy szívósságát biztosítják. Az edzett felületek mélysége és keménysége a mangán acél alkalmazásától és típusától függ.
A mangán acélnak hosszú története van. Manapság ezt az acélt leginkább zúzópofákhoz, zúzókúpokhoz és zúzóhéjakhoz (köpenyekhez és tálakhoz) használják. Az ütvetörőben a mangán fúvórudak használata csak kevésbé koptató hatású és nagyon nagy takarmányanyag (pl. mészkő) aprításakor javasolt.
KRÓMACÉL
A krómacélnál a szén kémiailag króm-karbid formájában kötődik meg. A krómacél kopásállósága a kemény mátrix kemény karbidjain alapszik, így a mozgást eltolások akadályozzák, ami nagyfokú szilárdságot, ugyanakkor kisebb szívósságot biztosít.
Az anyag rideggé válásának elkerülése érdekében a fúvórudakat hőkezelni kell. Emiatt meg kell figyelni, hogy a hőmérséklet és az izzítási idő paraméterei pontosan be legyenek tartva. A krómozott acél keménysége általában 60-64 HRC, és nagyon alacsony, 10 J/cm² ütőszilárdságú.
A krómacél fúvórudak törésének elkerülése érdekében a betáplált anyagban nem lehetnek törhetetlen elemek.
SHANVIM Chorme Blow Bars elemek
| Magas krómozású öntvényanyag kémiai összetétele | |||||||||
| Code Elem | Cr | C | Na | Cu | Mn | Si | Na | P | HRC |
| KmTBCr4Mo | 3,5-4,5 | 2,5-3,5 | / | / | 0,5-1,0 | 0,5-1,0 | / | ≤0,15 | ≥55 |
| KmTBCr9Ni5Si2 | 8,0-1,0 | 2,5-3,6 | 4,5-6,5 | 4,5-6,5 | 0,3-0,8 | 1,5-2,2 | 4,5-6,5 | / | ≥58 |
| KmTBCr15Mo | 13-18 | 2,8-3,5 | 0-1,0 | 0-1,0 | 0,5-1,0 | ≤1,0 | 0-1,0 | ≤0,16 | ≥58 |
| KmTBCr20Mo | 18-23 | 2,0-3,3 | ≤2,5 | ≤1,2 | ≤2,0 | ≤1,2 | ≤2,5 | ≤0,16 | ≥60 |
| KmTBCr26 | 23-30 | 2,3-3,3 | ≤2,5 | ≤2,0 | ≤1,0 | ≤1,2 | ≤2,5 | ≤0,16 | ≥60 |
MARTENZIT ACÉL
A martenzit egy teljesen szénnel telített vasfajta, amely gyors lehűtéssel készül. Csak az ezt követő hőkezelés során távolítják el a szén a martenzitből, ami javítja a szilárdsági és kopási tulajdonságokat. Ennek az acélnak a keménysége 44 és 57 HRC között, az ütési szilárdsága pedig 100 és 300 J/cm² között van.
Így keménység és szívósság tekintetében a martenzites acélok a mangán acél és a krómacél között helyezkednek el. Használják őket, ha az ütési terhelés túl kicsi a mangán acél keményítéséhez, és/vagy jó kopásállóság és jó ütésállóság szükséges.
FÉMMATRIX KERÁMIA KOMPOZITOKKAL
A fémmátrix kompozitok kombinálják a fémmátrix nagy ellenállását a rendkívül kemény kerámiákkal. Az eljárás során kerámiaszemcsékből porózus előformák készülnek. A fém olvadt massza behatol a porózus kerámia hálózatba. A tapasztalat és a tudás az öntési folyamatra jellemző, amelyben két különböző anyagot - 7,85 g/cm³ vastagságú acélt és 1-3 g/cm³ vastagságú kerámiát - kombinálunk, és alaposan beszivárog.
Ez a kombináció a fúvórudakat különösen kopásállóvá, ugyanakkor nagyon ütésállóvá teszi. A kerámia területéről származó kompozitokból készült fúvórudakkal a martenzites acél élettartamának három-ötszöröse érhető el.