

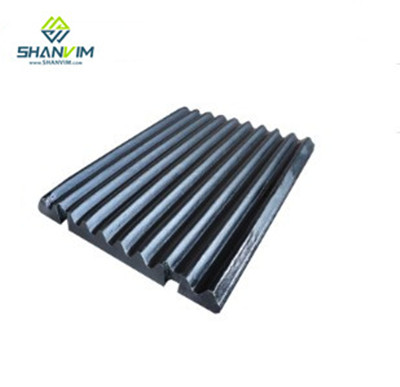
조 크러셔는 재료 가공을 위해 조 플레이트에 의존합니다. 조 플레이트는 스윙 조 플레이트와 고정 조 플레이트로 구분됩니다. 그러나 어떤 조 플레이트를 사용하든 품질은 공정과 관련이 있습니다. 생산 공정이 원활하게 진행될 수 있는지 여부, 생산 효율성, 유지 관리 비용 및 기타 요소, 조 플레이트의 품질 등 근본적인 결정 요소는 주조 공정입니다. 캐스팅 시 주의해야 할 사항을 샨빔에서 소개해드립니다.

1. 스윙조와 고정조의 조합이 합리적이어야 한다.
조 크러셔의 생산 공정은 주로 고정 조 플레이트와 스윙 조 플레이트에 의존합니다. 둘 사이의 상호 작용이 생산 공정의 효율성을 결정합니다. 그러므로 캐스팅을 할 때에는 이 둘의 조합에 주의를 기울여야 한다. 일반적으로 설계는 스윙조플레이트와 고정죠플레이트의 조플레이트가 톱니봉에서 톱니골까지 이루어져야 할 때 이 설계방법은 재료를 압착하는 것 외에도 파쇄시 굽힘효과가 있어 재료가 파쇄되게 하는 설계방법이다. 더 쉽게, 분쇄 과정에서 조 플레이트의 손상을 줄입니다.
2. 조 플레이트의 형상
조 플레이트의 수명은 조 크러셔의 사용 비용과 관련이 있으며 조 플레이트의 수명은 모양과 큰 관계가 있습니다. 일반적으로 중소형 조 크러셔의 조 플레이트는 대칭 형태로 설계됩니다. U-turn 사용시, 대형 조 크러셔의 조 플레이트는 서로 대칭이 되도록 설계하여 마모 후 조 플레이트를 교환할 수 있도록 해야 합니다. 이 설계 모델은 조 플레이트 교체 빈도를 줄이고 장비 생산 비용을 절감할 수 있습니다.
3. 조 플레이트의 재질 선택
조 크러셔에 사용되는 조 플레이트를 선택할 때 재료의 내마모성이 조 플레이트의 수명을 결정합니다. 따라서 조 플레이트를 주조할 때 재료의 선택은 매우 중요한 문제이다. 일반적으로 백주철을 선택할 수 있습니다. 또는 고망간강, 백주철은 경도가 높고 내마모성이 우수하며 공급이 쉽고 가격이 저렴하지만 취성, 파손이 쉽고 수명이 짧은 단점이 있습니다. 고망간강은 내마모성과 가공경화가 강합니다. 조 플레이트의 수명을 크게 향상시키는 성능,
4.낮은 온도에서 부을 때 빠르게 부을 수 있음
조 크러셔의 조 플레이트가 주조되고 쏟아지는 단계에서 일단 응고되면 샌드 박스는 시간에 맞춰 느슨해져야 합니다. 내부의 냉철은 깨끗하고 녹기 쉬워야 하며 양이 적어야 합니다. 외부 냉철의 입체적 크기와 냉각재의 입체적 크기는 0.6~0.7배의 함수이다. 너무 작으면 작동하지 않습니다. 너무 크면 조 플레이트 캐스팅이 깨질 수 있습니다. 주물은 상자를 열기 전에 200°C 이하로 낮아질 때까지 오랫동안 금형에 보관해야 합니다.
Shanvim Industry (Jinhua) Co., Ltd.는 1991년에 설립되었습니다. 이 회사는 내마모성 부품 주조 기업입니다. 주요 제품은 맨틀, 보울 라이너, 조 플레이트, 해머, 블로우 바, 볼 밀 라이너 등과 같은 내마모성 부품입니다. 중, 고, 초고 망간강, 중 탄소 합금강, 저, 중, 고 크롬 주철 재료 등. 주로 광산, 시멘트, 건축 자재, 기반 시설 건설, 전력, 모래 및 자갈 골재, 기계 제조 및 기타 산업을 위한 내마모성 주물을 생산 및 공급합니다.
게시 시간: 2022년 1월 5일