PRODUKTER









HØY MANGA BLÅSEBAR
Beskrivelse
Blåsestengerer tykke plater av metall, typisk en blanding av krom, som er smidd for effektivt å bryte fra hverandre materiale som asfalt, betong, kalkstein, etc.
Blåsestanger en kritisk del under knuseprosessen medhorisontal aksel slaganordning. Materialene til blåsestengene velges vanligvis i henhold til funksjonen til slagknuseren.
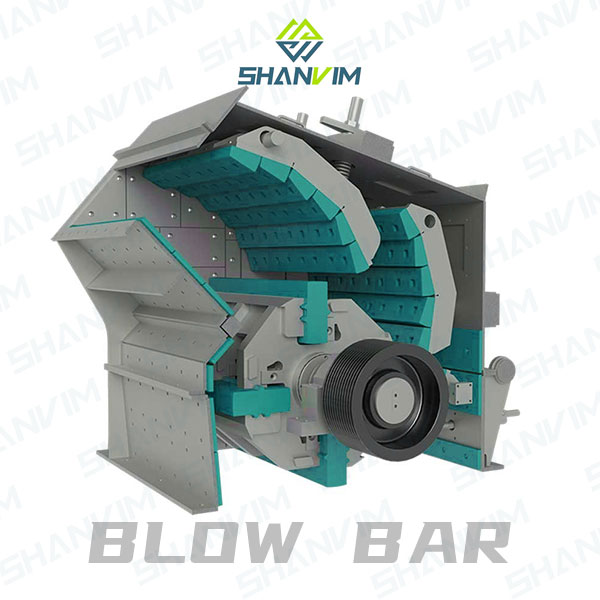
Ved innstilling i de horisontale slagknuserne settes blåsestenger inn irotorog rotert med høye hastigheter, noe som får hele rotorenheten til å snurre og slå gjentatte ganger i materialet. Under denne prosessen vilblåsestangbryter materialene til de møter den passende størrelsen for å falle ut gjennomslagknuserkammer.


Ekte alternative reservedeler - Slagknuser blåsejern laget av SHAVIM
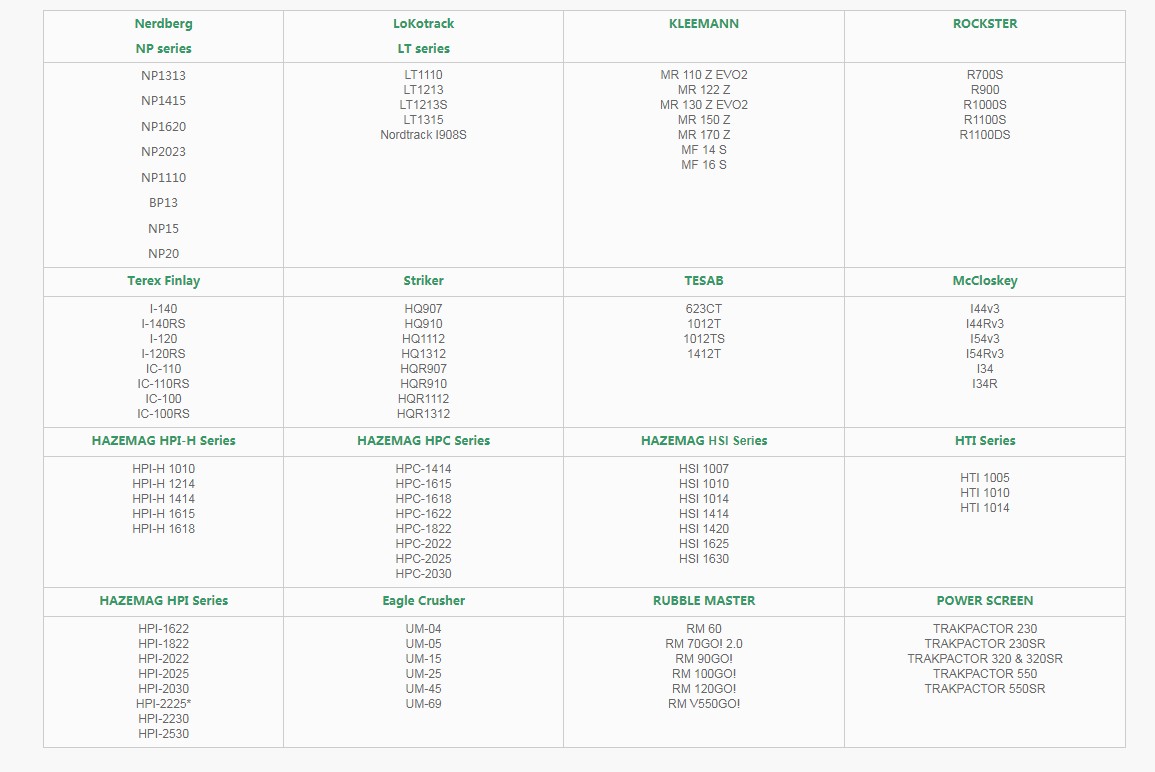
SHAVIM® tilbyr forskjellige design og produserer ulike løsninger av blåsestang for et omfattende utvalg av OEM-merker for horisontale slagknusere, inkludert: Hazemag, Mesto, Kleemann, Rockster, Rubble Master, Powerscreen, Striker, Keestrack, McClosky, Eagle, Tesab, Finlay og andre . SHAVIM®"Ekte alternativ"blåsebøyler er designet for å forlenge slitetiden, gi en perfekt utskiftbar passform for slagenheten din og øke produksjonshastigheten menssynkende kostnader per tonn.

SHAVIM® alternative blåsebøyler tilgjengelig for modellene nedenfor. Kollaps
Både stasjonær og bevegelig kjeve kan være flat overflate eller korrugert. Generelt er kjeveplater laget av høymanganstål som er det dominerende slitematerialet. Høyt manganstål er også kjent somHadfield manganstål, et stål hvis manganinnhold er svært høyt og som haraustenittiske egenskaper. Slike plater er ikke bare ekstremt tøffe, men er også ganske duktile og arbeidsherde ved bruk.
Vi tilbyr kjeveplater i 13%, 18% og 22% kvaliteter av mangan med krom fra 2%-3%. Sjekk tabellen nedenfor over egenskapene våre med høy mangankjeve:

Metallurgi av blåsestengene
SHANVIM blåsestenger for knuse er tilgjengelig i en rekke metallurgier for å imøtekomme dine unike knusebehov. Utvalget av metallurgier inkluderer Mangan, Low Chrome, Medium Chrome, High Chrome, Martensitic og Composite Ceramic.
Som vist i figuren er en økning i stålets slitestyrke (hardhet) vanligvis ledsaget av en reduksjon i seighet (slagfasthet) til materialet.
MANGASTÅL
Slitasjemotstanden til manganstål med austenittisk struktur kan tilskrives fenomenet arbeidsherding. Slag- og trykkbelastningen resulterer i en herding av den austenittiske strukturen på overflaten. Starthardheten til manganstål er ca. 20 HRC. Slagfastheten er ca. 250 J/cm².
Etter arbeidsherdingen kan starthardheten dermed nå opp til ca. 50 HRC. De dypere faste, ennå ikke herdede lagene sørger derved for den store seigheten til dette stålet. Dybden og hardheten til de arbeidsherdede overflatene avhenger av påføring og type manganstål.
Manganstål har en lang historie. I dag brukes dette stålet mest til knusekjever, knusekjegler og knuseskall (mantler og bolleforinger). I slagknuseren anbefales det kun å bruke manganblåsestenger ved knusing av mindre slipende og svært store fôrmaterialer (f.eks. kalkstein).
KROMSTÅL
Med kromstål er karbonet kjemisk bundet i form av kromkarbid. Slitestyrken til kromstål er basert på disse harde karbidene i den harde matrisen, hvorved bevegelsen hindres av forskyvninger, noe som gir høy grad av styrke, men samtidig mindre seighet.
For å unngå at materialet blir sprøtt, må blåsebøylene varmebehandles. Det må derved observeres at parameterne for temperatur og glødetid er nøyaktig overholdt. Kromstål har typisk en hardhet på 60 til 64 HRC og en svært lav slagstyrke på 10 J/cm².
For å forhindre brudd på blåsestenger i kromstål, må det ikke være noen uknuselige elementer i matematerialet.
SHANVIM Chorme Blow Bars Elements
| Høyt kromstøpemateriale Kjemisk sammensetning | |||||||||
| Kode Elem | Cr | C | Na | Cu | Mn | Si | Na | P | HRC |
| KmTBCr4Mo | 3,5-4,5 | 2,5-3,5 | / | / | 0,5-1,0 | 0,5-1,0 | / | ≤0,15 | ≥55 |
| KmTBCr9Ni5Si2 | 8,0-1,0 | 2,5-3,6 | 4,5-6,5 | 4,5-6,5 | 0,3-0,8 | 1,5-2,2 | 4,5-6,5 | / | ≥58 |
| KmTBCr15Mo | 13-18 | 2,8-3,5 | 0-1,0 | 0-1,0 | 0,5-1,0 | ≤1,0 | 0-1,0 | ≤0,16 | ≥58 |
| KmTBCr20Mo | 18-23 | 2,0-3,3 | ≤2,5 | ≤1,2 | ≤2,0 | ≤1,2 | ≤2,5 | ≤0,16 | ≥60 |
| KmTBCr26 | 23-30 | 2,3-3,3 | ≤2,5 | ≤2,0 | ≤1,0 | ≤1,2 | ≤2,5 | ≤0,16 | ≥60 |
MARTENSITTISK STÅL
Martensitt er en fullstendig karbonmettet type jern som lages ved rask avkjøling. Det er først i den påfølgende varmebehandlingen at karbon fjernes fra martensitten, noe som forbedrer styrke- og sliteegenskapene. Hardheten til dette stålet varierer mellom 44 og 57 HRC og slagstyrken mellom 100 og 300 J/cm².
Med hensyn til hardhet og seighet ligger således martensittiske stål mellom manganstål og kromstål. De brukes hvis støtbelastningen er for liten til å herde manganstålet, og/eller det kreves god slitestyrke sammen med god støtmotstand.
METALL MATRIX MED KERAMISKE KOMPOSITTER
Metal Matrix Composites, kombinerer den høye motstanden til metallmatrisen med ekstremt hard keramikk. Porøse preformer laget av keramiske partikler produseres i prosessen. Den metalliske smeltede massen trenger inn i det porøse keramiske nettverket. Erfaringen og kunnskapen er spesiell for støpeprosessen der to forskjellige materialer - stål med en tykkelse på 7,85 g/cm³ og keramikk med en tykkelse på 1-3 g/cm³ - kombineres og det er en grundig infiltrasjon.
Denne kombinasjonen gjør blåsebøylene spesielt slitesterke, men samtidig svært slagfaste. Med blåsestenger laget av kompositter fra keramikkområdet kan man oppnå en levetid som er tre til fem ganger så lang som for martensittisk stål.