

හකු කුඩු ද්රව්ය සැකසීම සඳහා හකු තහඩුව මත රඳා පවතී. හකු තහඩුව පැද්දෙන හකු තහඩුවකට සහ ස්ථාවර හකු තහඩුවකට බෙදා ඇත. කෙසේ වෙතත්, කුමන හකු තහඩුවක් භාවිතා කළත්, එහි ගුණාත්මකභාවය එහි ක්රියාවලියට සම්බන්ධ වේ. නිෂ්පාදන ක්රියාවලිය සුමටව කරගෙන යා හැකිද, නිෂ්පාදන කාර්යක්ෂමතාව, නඩත්තු පිරිවැය සහ අනෙකුත් සාධක සහ හකු තහඩුවේ ගුණාත්මකභාවය, මූලික නිර්ණය කිරීමේ සාධකය වන්නේ වාත්තු කිරීමේ ක්රියාවලියයි. රංගනයේදී අවධානය යොමු කළ යුතු කරුණු Shanvim විසින් හඳුන්වා දෙනු ඇත.

1. පැද්දීම සහ ස්ථාවර හකු සංයෝජනය සාධාරණ විය යුතුය
හකු කුඩු නිෂ්පාදන ක්රියාවලිය ප්රධාන වශයෙන් ස්ථාවර හකු තහඩුව සහ පැද්දෙන හකු තහඩුව මත රඳා පවතී. මේ දෙක අතර අන්තර්ක්රියා නිෂ්පාදන ක්රියාවලියේ කාර්යක්ෂමතාවය තීරණය කරයි. ඒ නිසා වාත්තු කිරීමේදී මේ දෙකේ එකතුව ගැන අවධානය යොමු කළ යුතුයි. සාමාන්යයෙන් කිවහොත්, මෝස්තරය පැද්දෙන හකු තහඩුවේ හකු තහඩුව සහ ස්ථාවර හකු තහඩුව දත් මුදුනේ සිට දත් මිටියාවත දක්වා විය යුතු විට, මෙම සැලසුම් ක්රමය ද්රව්ය මිරිකීමට අමතරව, තලා දැමීමේදී නැමීමේ බලපෑමක් ඇති කරයි, එමඟින් ද්රව්ය තලා දැමීම සිදු වේ. වඩා පහසු, තලා දැමීමේ ක්රියාවලියේදී හකු තහඩුවට වන හානිය අවම කිරීම.
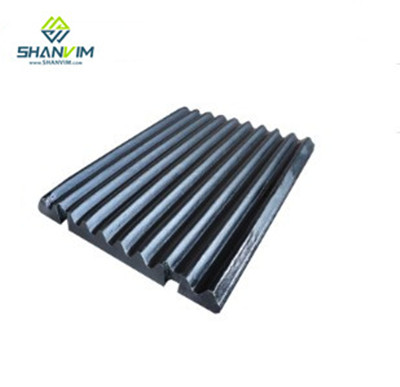
2. හකු තහඩුවේ හැඩය
හකු තහඩුවේ සේවා කාලය හකු තලන යන්ත්රයේ භාවිත පිරිවැය හා සම්බන්ධ වන අතර හකු තහඩුවේ ආයු කාලය එහි හැඩය සමඟ විශාල සම්බන්ධයක් ඇත. සාමාන්යයෙන් කථා කරන විට, මධ්යම හා කුඩා හකු කුඩු කිරීමේ හකු තහඩුව සමමිතික හැඩයකින් නිර්මාණය කර ඇත. U-turn භාවිතය, සහ විශාල හකු තලන යන්ත්රවල හකු තහඩු එකිනෙක සමමිතික වන පරිදි නිර්මාණය කළ යුතු අතර එමඟින් හකු තහඩු පැළඳීමෙන් පසු හුවමාරු කර ගත හැකිය. මෙම සැලසුම් ආකෘතිය හකු තහඩු ප්රතිස්ථාපනය කිරීමේ වාර ගණන අඩු කර උපකරණ නිෂ්පාදනයේ පිරිවැය අඩු කළ හැකිය.
3. හකු තහඩු ද්රව්ය තෝරා ගැනීම
අපි හකු තලන යන්ත්රය සඳහා භාවිතා කරන හකු තහඩුව තෝරා ගන්නා විට, ද්රව්යයේ ඇඳුම් ප්රතිරෝධය හකු තහඩුවේ සේවා කාලය තීරණය කරයි. එබැවින්, හකු තහඩුව වාත්තු කරන විට, ද්රව්ය තෝරාගැනීම ඉතා වැදගත් ප්රශ්නයක් වේ. සාමාන්යයෙන්, සුදු යකඩ යකඩ තෝරා ගත හැකිය. හෝ ඉහළ මැංගනීස් වානේ, සුදු වාත්තු යකඩ ඉහළ දෘඪතාව, වඩා හොඳ ඇඳුම් ප්රතිරෝධය, පහසු මූලාශ්රය සහ ලාභ මිල ඇත, නමුත් එහි අවාසි වන්නේ අස්ථාවරත්වය, පහසු කැඩීම සහ කෙටි සේවා කාලයයි. ඉහළ මැංගනීස් වානේ ශක්තිමත් ඇඳුම් ප්රතිරෝධයක් සහ වැඩ දැඩි කිරීම ඇත. කාර්ය සාධනය, හකු තහඩුවේ සේවා කාලය බෙහෙවින් වැඩි කරයි,
4. හැකි අඩු උෂ්ණත්වයකදී වත් කරන විට ඉක්මනින් වත් කිරීම
හකු තලන යන්ත්රයේ හකු තහඩුව වාත්තු කරන විට සහ වත් කිරීමේ අවධියේදී, එය ඝන වූ පසු, වැලි පෙට්ටිය නියමිත වේලාවට ලිහිල් කළ යුතුය. අභ්යන්තර ශීත කළ යකඩ පිරිසිදු විය යුතු අතර උණු කිරීමට පහසු විය යුතු අතර ප්රමාණය කුඩා විය යුතුය. පිටත ශීත කළ යකඩවල ත්රිමාණ ප්රමාණය සහ සිසිලන ද්රව්යයේ ත්රිමාණ ප්රමාණය 0.6-0.7 ගුණයක ශ්රිතයකි. එය ඉතා කුඩා නම්, එය ක්රියා නොකරනු ඇත. එය ඉතා විශාල නම්, හකු තහඩු වාත්තු කිරීම ඉරිතලා යයි. පෙට්ටිය විවෘත කිරීමට පෙර එය 200 ° C ට වඩා අඩු වන තෙක් වාත්තු කිරීම දිගු කාලයක් අච්චුවෙහි තබා ගත යුතුය.
Shanvim Industry (Jinhua) Co., Ltd., 1991 දී පිහිටුවන ලදී. සමාගම ඇඳුම්-ප්රතිරෝධී කොටස් වාත්තු කිරීමේ ව්යවසායකි. ප්රධාන නිෂ්පාදන වන්නේ මැන්ටලය, බෝල් ලයිනර්, හකු ප්ලේට්, මිටිය, බ්ලෝ බාර්, බෝල් මෝල් ලයිනර් යනාදී ඇඳුම්-ප්රතිරෝධී කොටස් ය.. මධ්යම සහ ඉහළ, අල්ට්රා-ඉහළ මැංගනීස් වානේ, මධ්යම කාබන් මිශ්ර වානේ, අඩු, මධ්යම හා ඉහළ ක්රෝමියම් වාත්තු යකඩ ද්රව්ය යනාදිය.. එය ප්රධාන වශයෙන් පතල් කැණීම, සිමෙන්ති, ගොඩනැගිලි ද්රව්ය, යටිතල පහසුකම් ඉදිකිරීම, විදුලි බලය, වැලි සහ බොරළු එකතු කිරීම්, යන්ත්රෝපකරණ නිෂ්පාදනය සහ අනෙකුත් කර්මාන්ත සඳහා ඇඳුම්-ප්රතිරෝධී වාත්තු නිෂ්පාදනය කරයි.
පසු කාලය: ජනවාරි-05-2022