PRODUKTER









HÖG MANGA BLÅSBAR
Beskrivning
Blåsstängerär tjocka plattor av metall, vanligtvis någon blandning av krom, som är smidda i syfte att effektivt bryta isär material som asfalt, betong, kalksten, etc.
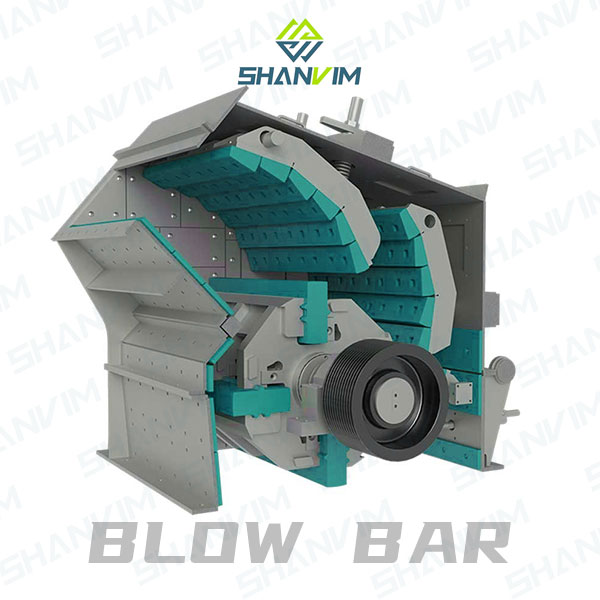
Blåsstångär en kritisk del under krossningsprocessen medhorisontell axelimpaktör. Materialen i blåsstängerna väljs vanligtvis efter slagkrossens funktion.
När den är inställd i de horisontella slagkrossarna, sätts blåsstänger in irotoroch roterade med höga hastigheter, vilket gör att hela rotorenheten snurrar upprepade gånger och slår mot materialet. Under denna process,blåsstångspricker materialet tills det når lämplig storlek för att falla ut genomslagkrosskammare.


Äkta alternativa reservdelar - Slagkross blåsstänger tillverkad av SHAVIM
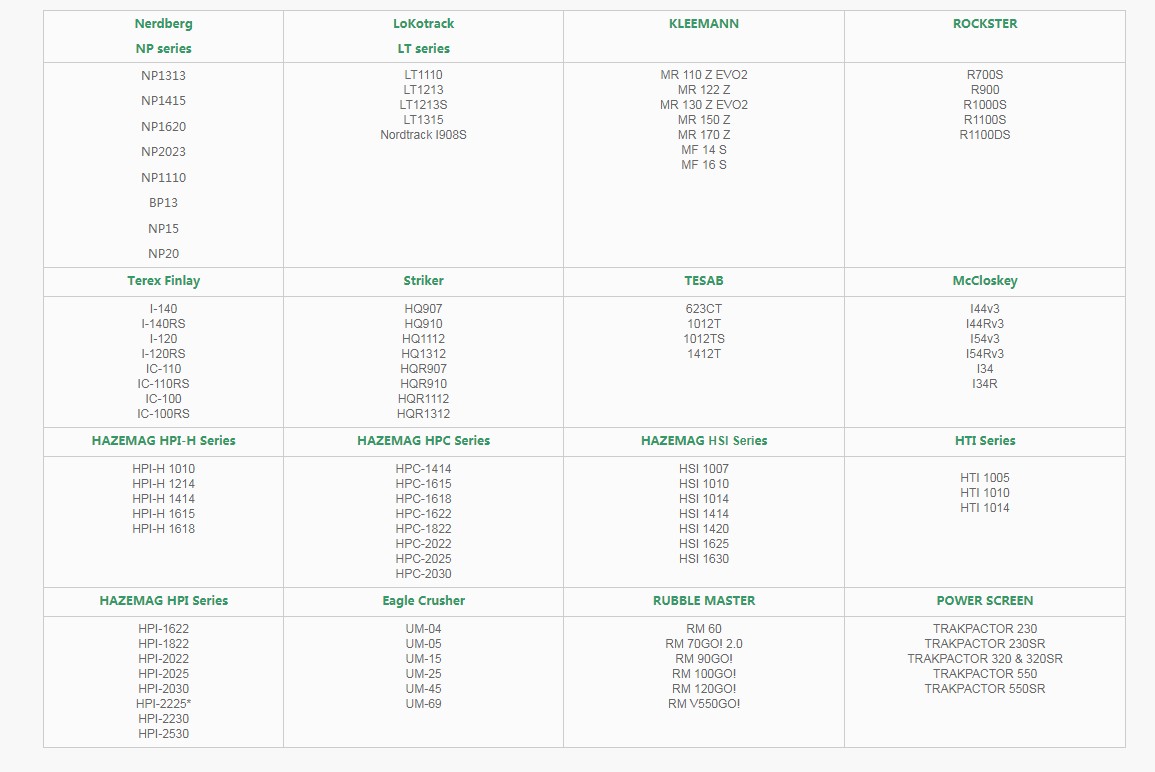
SHAVIM® erbjuder olika konstruktioner och tillverkar olika lösningar av blåsstång för ett omfattande utbud av OEM-märken för horisontella slagkrossar inklusive: Hazemag, Mesto, Kleemann, Rockster, Rubble Master, Powerscreen, Striker, Keestrack, McClosky, Eagle, Tesab, Finlay och andra . SHAVIM®"Äkta alternativ"blåsstänger är designade för att förlänga livslängden, ge en perfekt utbytbar passform för din slagkropp och öka produktionshastigheten samtidigtminskade kostnader per ton.

SHAVIM® alternativa blåsstänger tillgängliga för nedanstående modeller Kollaps
Både stationära och rörliga käftformar kan vara plana eller korrugerade. I allmänhet är käftplattor gjorda av högmanganstål som är det dominerande slitmaterialet. Högt manganstål är också känt somHadfield manganstål, ett stål vars manganinnehåll är mycket högt och som besitteraustenitiska egenskaper. Sådana plattor är inte bara extremt sega utan är också ganska formbara och hårda vid användning.
Vi erbjuder käftplattor i 13%, 18% och 22% kvaliteter av mangan med krom från 2%-3%. Kolla nedanstående tabell över våra egenskaper med hög mangankäke:

Metallurgi av blåsstängerna
SHANVIM krossblåsstänger finns i en mängd olika metallurgier för att tillgodose dina unika krossbehov. Utbudet av metallurgi inkluderar mangan, lågkrom, mediumkrom, högkrom, martensitisk och kompositkeramik.
Som visas i figuren är en ökning av stålets slitstyrka (hårdhet) vanligtvis åtföljd av en minskning av segheten (slaghållfastheten) hos materialet.
MANGASTÅL
Slitstyrkan hos manganstål med austenitisk struktur kan tillskrivas fenomenet arbetshärdning. Stöt- och tryckbelastningen resulterar i en härdning av den austenitiska strukturen på ytan. Den initiala hårdheten för manganstål är ca. 20 HRC. Slaghållfastheten är ca. 250 J/cm².
Efter arbetshärdningen kan den initiala hårdheten därmed nå upp till ca. 50 HRC. De djupare liggande, ännu inte härdade skikten ger därigenom den stora segheten hos detta stål. De arbetshärdade ytornas djup och hårdhet beror på användningen och typen av manganstål.
Manganstål har en lång historia. Idag används detta stål mest för krossbackar, krossning av koner och krossning av skal (mantlar & skålliners). I slagkrossen rekommenderas endast manganblåsstänger vid krossning av mindre abrasivt och mycket stort fodermaterial (t.ex. kalksten).
KROMSTÅL
Med kromstål är kolet kemiskt bundet i form av kromkarbid. Slitstyrkan hos kromstål är baserad på dessa hårda karbider av den hårda matrisen, varvid rörelsen hindras av förskjutningar, vilket ger en hög grad av hållfasthet men samtidigt mindre seghet.
För att förhindra att materialet blir sprött måste blåsstängerna värmebehandlas. Det måste därvid observeras att parametrarna för temperatur och glödgningstid följs exakt. Kromstål har vanligtvis en hårdhet på 60 till 64 HRC och en mycket låg slaghållfasthet på 10 J/cm².
För att förhindra brott på blåsstänger av kromstål får det inte finnas några okrossbara element i inmatningsmaterialet.
SHANVIM Chorme Blow Bars Elements
| Högkrom gjutmaterial Kemisk sammansättning | |||||||||
| Kod Elem | Cr | C | Na | Cu | Mn | Si | Na | P | HRC |
| KmTBCr4Mo | 3,5-4,5 | 2,5-3,5 | / | / | 0,5-1,0 | 0,5-1,0 | / | ≤0,15 | ≥55 |
| KmTBCr9Ni5Si2 | 8,0-1,0 | 2,5-3,6 | 4,5-6,5 | 4,5-6,5 | 0,3-0,8 | 1,5-2,2 | 4,5-6,5 | / | ≥58 |
| KmTBCr15Mo | 13-18 | 2,8-3,5 | 0-1,0 | 0-1,0 | 0,5-1,0 | ≤1,0 | 0-1,0 | ≤0,16 | ≥58 |
| KmTBCr20Mo | 18-23 | 2,0-3,3 | ≤2,5 | ≤1,2 | ≤2,0 | ≤1,2 | ≤2,5 | ≤0,16 | ≥60 |
| KmTBCr26 | 23-30 | 2,3-3,3 | ≤2,5 | ≤2,0 | ≤1,0 | ≤1,2 | ≤2,5 | ≤0,16 | ≥60 |
MARTENSITISKT STÅL
Martensit är en helt kolmättad typ av järn som tillverkas genom snabb avkylning. Det är först i den efterföljande värmebehandlingen som kol tas bort från martensiten, vilket förbättrar styrkan och slitageegenskaperna. Hårdheten hos detta stål varierar mellan 44 till 57 HRC och slaghållfastheten mellan 100 och 300 J/cm².
Med hänsyn till hårdhet och seghet ligger alltså martensitiska stål mellan manganstål och kromstål. De används om slagbelastningen är för liten för att härda manganstålet, och/eller god slitstyrka krävs tillsammans med god slagtålighet.
METALLMATRIX MED KERAMISK KOMPOSIT
Metal Matrix Composites, kombinerar metallmatrisens höga motstånd med extremt hård keramik. Porösa förformar gjorda av keramiska partiklar produceras i processen. Den metalliska smälta massan tränger in i det porösa keramiska nätverket. Erfarenheten och kunskapen är speciell för gjutprocessen där två olika material - stål med en tjocklek på 7,85 g/cm³ och keramik med en tjocklek på 1-3 g/cm³ - kombineras och det sker en grundlig infiltration.
Denna kombination gör blåsstängerna särskilt slitstarka men samtidigt mycket slagtåliga. Med blåsstänger av kompositer från keramikområdet kan en livslängd som är tre till fem gånger så lång som för martensitiskt stål uppnås.