BIDHAA









PIGO LA MANGANESE JUU
Maelezo
Pigo baani vibamba vinene vya chuma, kwa kawaida baadhi ya mchanganyiko wa kromu, ambazo hughushiwa kwa madhumuni ya kutenganisha nyenzo kama vile lami, saruji, chokaa, n.k.
Upau wa pigoni sehemu muhimu wakati wa mchakato wa kusagwa naathari ya shimoni ya usawa. Nyenzo za baa za pigo kawaida huchaguliwa kulingana na kazi ya crusher ya athari.
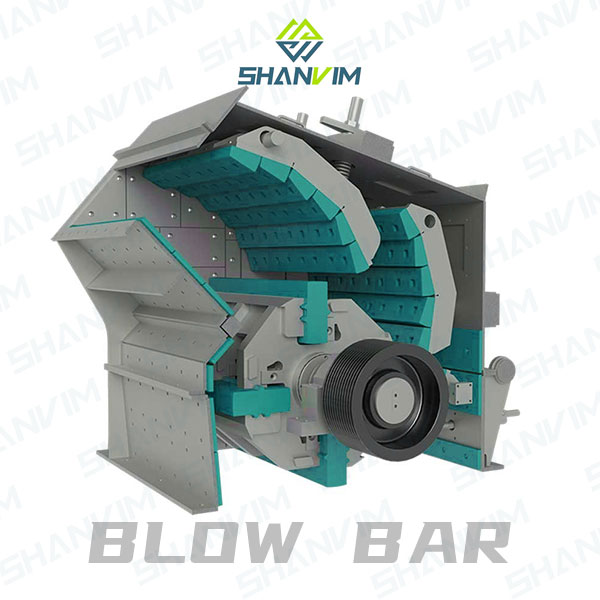
Wakati wa kuweka katika crushers usawa athari, pigo baa ni kuingizwa ndanirotana kuzungushwa kwa kasi ya juu, na kufanya mkutano mzima wa rotor spins kurudia kupiga nyenzo. Wakati wa mchakato huu,pigo barfractures vifaa mpaka hukutana na ukubwa sahihi kuanguka nje kwa njia yaathari chumba cha crusher.


Vipuri vya Halisi vya Vipuri - Baa za Vipuli vyenye Athari Zilizotengenezwa na SHANVIM
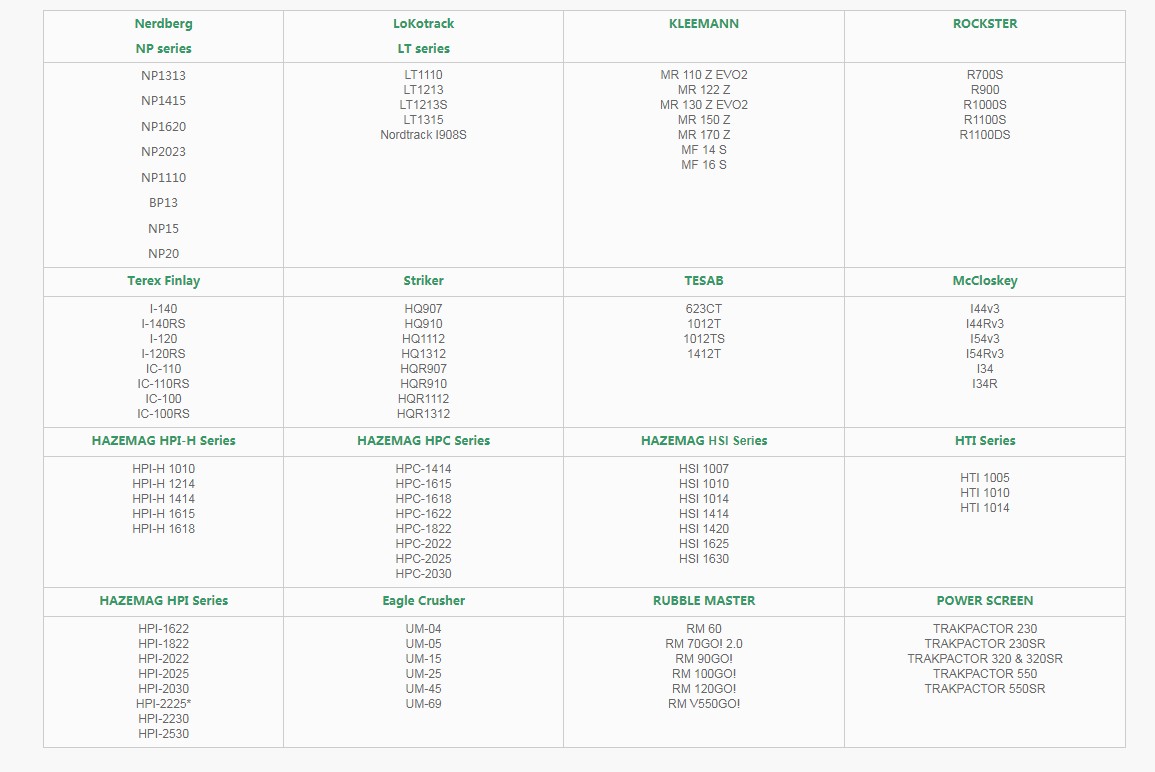
SHANVIM® inatoa miundo tofauti na kutengeneza suluhu mbalimbali za upau wa pigo kwa aina nyingi za chapa za kiponda cha athari za OEM mlalo ikiwa ni pamoja na: Hazemag, Mesto, Kleemann, Rockster, Rubble Master, Powerscreen, Striker, Keestrack, McClosky, Eagle, Tesab, Finlay na wengineo. . SHANVIM®"Mbadala halisi"pau za pigo zimeundwa ili kupanua maisha ya uvaaji, kutoa kifafa kinachoweza kubadilishwa kikamilifu kwa kishawishi chako, na kuongeza viwango vya uzalishaji wakatikupunguza gharama kwa tani.

Vipimo Mbadala vya SHANVIM® Vinapatikana kwa Miundo ya Chini Kunja
Taya zisizosimama na zinazoweza kusogezwa zinaweza kuwa gorofa au kuwa na bati. Kwa ujumla, sahani za taya zimetengenezwa kwa chuma cha juu cha manganese ambayo ni nyenzo kuu ya kuvaa. Chuma cha juu cha manganese pia hujulikana kamaHadfield chuma cha manganese, chuma ambacho maudhui yake ya manganese ni ya juu sana na ambayo yanamilikimali ya austenitic. Sahani kama hizo sio tu ngumu sana, lakini pia ni ductile na hufanya kazi ngumu wakati wa matumizi.
Tunatoa sahani za taya katika darasa la 13%, 18% na 22% la manganese na chromium kuanzia 2% -3%. Angalia jedwali hapa chini la sifa zetu za kufa kwa taya ya juu ya manganese:

Metallurgy ya Blow Baa
Paa za kuponda za SHANVIM zinapatikana katika aina mbalimbali za metallurgy ili kukidhi mahitaji yako ya kipekee ya kusagwa. Aina mbalimbali za metallurgy ni pamoja na Manganese, Chrome ya Chini, Chrome ya Kati, Chrome ya Juu, Martensitic na Kauri ya Mchanganyiko.
Kama inavyoonyeshwa kwenye takwimu, ongezeko la upinzani wa kuvaa kwa chuma (ugumu) kawaida hufuatana na kupunguzwa kwa ugumu (upinzani wa athari) wa nyenzo.
CHUMA CHA MANGANESE
Upinzani wa kuvaa kwa chuma cha manganese na muundo wa austenitic unahusishwa na hali ya ugumu wa kazi. Athari na mzigo wa shinikizo husababisha ugumu wa muundo wa austenitic juu ya uso. Ugumu wa awali wa chuma cha manganese ni takriban. 20 HRC. Nguvu ya athari ni takriban. 250J/cm².
Baada ya kazi kuwa ngumu, ugumu wa awali unaweza kufikia takriban. 50 HRC. Tabaka zilizowekwa ndani zaidi, ambazo bado hazijaimarishwa kwa hivyo hutoa ugumu mkubwa wa chuma hiki. Ya kina na ugumu wa nyuso za kazi-ngumu hutegemea matumizi na aina ya chuma cha manganese.
Chuma cha manganese kina historia ndefu. Leo, chuma hiki hutumiwa zaidi kwa taya za kusagwa, koni za kusaga na kusaga makombora (maguo na lini za bakuli). Katika kigaji cha athari, inashauriwa kutumia tu baa za kupiga manganese wakati wa kusagwa malisho yenye abrasive na kubwa sana (km chokaa).
CHROME CHUMA
Kwa chuma cha chrome, kaboni inaunganishwa kwa kemikali kwa namna ya CARbudi ya chromium. Upinzani wa kuvaa kwa chuma cha chrome ni msingi wa carbides hizi ngumu za tumbo ngumu, ambayo harakati inazuiwa na kukabiliana, ambayo hutoa kiwango cha juu cha nguvu lakini wakati huo huo ugumu mdogo.
Ili kuzuia nyenzo kuwa brittle, baa za pigo lazima ziwe na joto. Kwa hivyo ni lazima izingatiwe kuwa vigezo vya hali ya joto na wakati wa annealing vinazingatiwa haswa. Chuma cha Chrome kwa kawaida huwa na ugumu wa 60 hadi 64 HRC na nguvu ya athari ya chini sana ya 10 J/cm².
Ili kuzuia kuvunjika kwa baa za pigo za chuma za chrome, kunaweza kuwa hakuna vipengele visivyoweza kuharibika katika nyenzo za kulisha.
Vipengele vya SHANVIM Chorme Blow Baa
| Muundo wa Kemikali ya Kutuma ya Juu ya Chrome | |||||||||
| Kanuni Elem | Cr | C | Na | Cu | Mn | Si | Na | P | HRC |
| KmTBCr4Mo | 3.5-4.5 | 2.5-3.5 | / | / | 0.5-1.0 | 0.5-1.0 | / | ≤0.15 | ≥55 |
| KmTBCr9Ni5Si2 | 8.0-1.0 | 2.5-3.6 | 4.5-6.5 | 4.5-6.5 | 0.3-0.8 | 1.5-2.2 | 4.5-6.5 | / | ≥58 |
| KmTBCr15Mo | 13-18 | 2.8-3.5 | 0-1.0 | 0-1.0 | 0.5-1.0 | ≤1.0 | 0-1.0 | ≤0.16 | ≥58 |
| KmTBCr20Mo | 18-23 | 2.0-3.3 | ≤2.5 | ≤1.2 | ≤2.0 | ≤1.2 | ≤2.5 | ≤0.16 | ≥60 |
| KmTBCr26 | 23-30 | 2.3-3.3 | ≤2.5 | ≤2.0 | ≤1.0 | ≤1.2 | ≤2.5 | ≤0.16 | ≥60 |
MARTENSITIC CHUMA
Martensite ni aina ya chuma iliyojaa kaboni kabisa ambayo hutengenezwa kwa kupoeza haraka. Ni tu katika matibabu ya joto inayofuata ambayo kaboni huondolewa kwenye martensite, ambayo inaboresha nguvu na mali ya kuvaa. Ugumu wa chuma hiki ni kati ya 44 hadi 57 HRC na nguvu ya athari kati ya 100 na 300 J/cm².
Kwa hiyo, kuhusu ugumu na ugumu, vyuma vya martensitic viko kati ya chuma cha manganese na chuma cha chrome. Zinatumika ikiwa mzigo wa athari ni mdogo sana ili kuimarisha chuma cha manganese, na/au ukinzani mzuri wa uvaaji unahitajika pamoja na ukinzani mzuri wa athari.
MATRIX YA CHUMA YENYE composites za CERAMIC
Mchanganyiko wa Matrix ya Metal, unganisha upinzani wa juu wa tumbo la chuma na keramik ngumu sana. Preforms za porous zilizofanywa kwa chembe za kauri zinazalishwa katika mchakato. Masi ya kuyeyuka ya metali hupenya kwenye mtandao wa kauri wa vinyweleo. Uzoefu na maarifa ni mahususi kwa mchakato wa utumaji ambapo nyenzo mbili tofauti - chuma chenye unene wa 7.85 g/cm³ na kauri yenye unene wa 1-3 g/cm³ - huunganishwa na kuna kupenya kwa kina.
Mchanganyiko huu hufanya baa za pigo haswa kustahimili kuvaa lakini wakati huo huo sugu sana. Na baa za pigo zilizotengenezwa na composites kutoka uwanja wa keramik, maisha ya huduma ambayo ni mara tatu hadi tano kwa muda mrefu kuliko ile ya chuma ya martensitic inaweza kupatikana.